


07 Sep 2024 Conference presentation: real time formic acid measurement

Bond Pulse managing director Dr. Aaron Hutzler will give a presentation of our latest formic acid measurement result at the ESTC Conference in Berlin.
Date: Friday, 13.09.2024 – 2:10pm – 2:35pm
Session: AMT6_Enhanced Process Control
Location: MOA Hotel, Stephanstraße 41, 10559 Berlin, Germany
Room: MOA 4
Language: English
About flux-free formic acid soldering
Flux-free soldering with metal preforms and formic acid is a widely used method to manufacture power module packages. The market share of this soldering method within the power module industry is espected to be 90%. Especially die-attach and substrate-attach interconnects are bonded by formic acid supported processes. The formic acid acts as a flux and reduces the oxide layers of the joining partners such as copper or nickel surfaces as well as tin-oxides of the solder alloy.
The need for real-time formic acid measurements
The reduction reaction of formic acid can be discribed as:
Metaloxide + Formic Acid @180°C –> Pure Metal + Water vapor + Carbon Dioxide
By measuring the formic acid concentration as well as the water and carbon dioxde amount, the reduction and cleaning effect of the formic acid can be quantified.
Compared to standard reflow processes with solder paste, a formic acid soldeirng profile takes 3-4 times longer due to the formic acid soaking time.
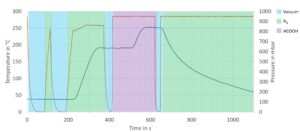
Figure 1: Formic acid reflow profile: temperature and vacuum pressure
By quantifying the cleaning reaction, the soaking time can be significantly reduced. In general, to achieve a safe process window, the soaking time must be over-engineers by adding a buffer time. The in-situ measurement of the chemical reaction helps to minimize the soaking time and still achieve voiding rates of less than 1%.
Another issue at formic acid soldering is the batch related quality of copper substrates, nickel baseplates as well as the solder material. From batch to batch the quality can change significantly which would require to adjust the formic acid process (soaking time and temperature). The real time monitoring enables it to dynamically react to these changes when the products are still in the oven. The standard process today consists of analyzing scrap parts and modifying the process. With the new sensor and the dynamic adjustment of the paramters, scrap parts can be avoided at the first place.
What about the ant:
Formic acid got it’s name from formica = latin name for wood ant as the first formic acid was extracted from wood ants.
Further Links:
Vacuum soldering posts:
-

PCIM Seminar: Innovative Product Development for Power Electronics: Tools, AI and Customer-Centered Solutions
Innovative Product Development for Power Electronics: Tools, AI an...
